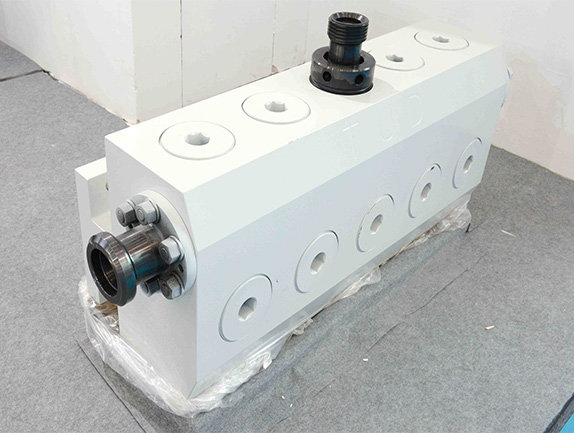
az iszapszivattyú modulja az iszapszivattyú hidraulikus szivattyúvégének fontos eleme. Mivel az iszapszivattyú moduljának munkakörülménye kemény munkakörnyezet, mint a magas nyomás, a nagy sprintés és a nagy kopás. Tehát a folyamat során a karbantartás és a javítás az iszapszivattyú, a modul egy fogyasztható része, amelyet gyakran kell cserélni.
az iszapszivattyú modulját 35crmo vagy 40crmnmo kiváló minőségű ötvözetacél kovácsolja. Nincs olyan hibája, mint a rétegközi, a repedés, a szennyeződés, a lazulás és a túlégés. Hegesztés nem megengedett. A termék teljes mértékben megfelel az api7k szabványnak, és a harmadik osztályú kovácsolás és belső edzés kezelés, nagy tartósság szerint ellenőrzik. a belső fal keménysége eléri a HB285-330-ot, míg a mechanikai tulajdonságok elérhetik: σ b≥ 850/mpc, σs≥ 670/mpc, δ≥ 15% ≥ ≥ 13%. A fenti folyamat szigorúan ellenőrzött és szigorú, nem romboló vizsgálat.
az összes modul különböző típusú iszapszivattyúkhoz illeszthető. különböző márkájú és típusú lehet, hogy mi. Mint például a bomco f sorozat, a gardner denver pz sorozat, az ideco t sorozat, a nemzeti p sorozat, az i típus és az l típus stb.
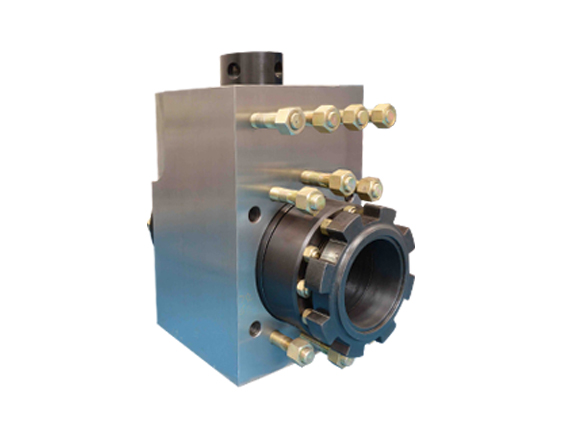
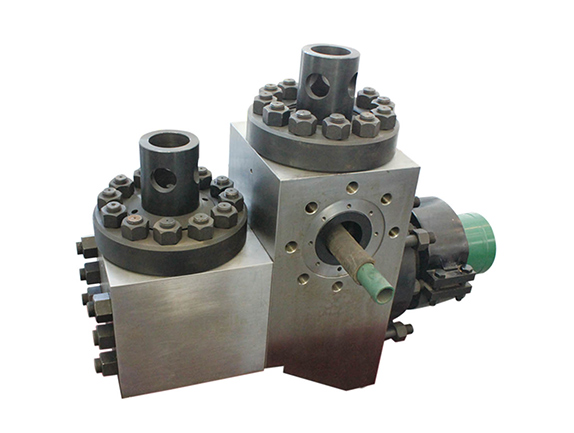
a hosszú élet céljának elérése érdekében, mi elfogadtuk a hőkezelés és a belső edzés kezelési folyamatok; A feldolgozási folyamat szigorú ellenőrzésen és szigorú, nem romboló vizsgálatokon esett át. A szelepdobozok szabványos egy-vagy kétrészes konstrukciókban állnak rendelkezésre, és 5000, 7500 és 10,000 psi (351, 527 és 703 kg / cm2) nyomásnak vannak kialakítva.
a szelep doboz által gyártott cégünk kovácsolt ötvözet szerkezeti acél 35crmoa vagy 40crmomn. Annak érdekében, hogy jobb rostos szerkezet, használjuk elektromos kemence másodlagos olvasztás vagy deoxidációs kezelés. A kovácsolásokat három irányból kovácsolják, és a kovácsolási arány nem kevesebb, mint 4,0: 1,0. A kovácsolási folyamat során a kovácsoltok nem rendelkeznek hibákkal, mint például rétegközi, repedések, szennyeződések, lazultság, túlégő stb., hegesztés nélkül, teljes mértékben megfelelnek a jb/TQ252-81 rendelkezéseinek és a iii. osztályú kovácsolás szerint ellenőrzik. Miután az üres normalizálódik, elnagyobbítják, majd a késleltetési és temperálási folyamat belső falának keménysége eléri a HB285-330-ot. Mechanikai tulajdonságai: σb≥ 850mpa, σs≥ 670mpa, δ≥ 5%, ≥ ≥ 30%.
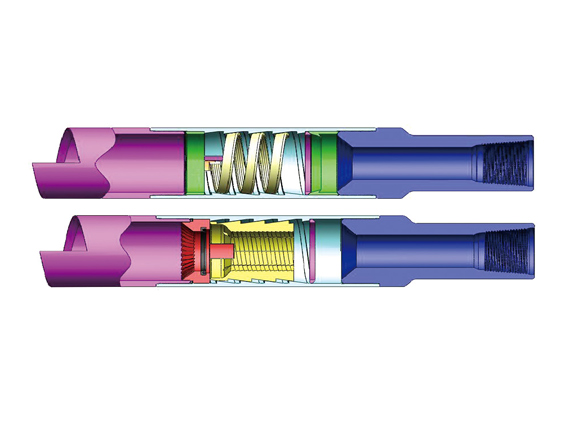
két 1: 6 (1:12) kúpos lyukakat tesztmérővel hengerelnek. Az érintkezési felületet az érintkezési felületnek megfelelően folyamatosan el kell osztani a kerületen, és az érintkezési terület nem lehet 75%-nál kisebb. A belső üreg hengeres felületeinek metsző vonalai manuálisan, vagy a csiszolókerék tompa szöge egy r≥ 8 ívet képez. A vizsgálati nyomás 50mpa, és a nyomás 1 órán keresztül marad fenn. A nyomást nem szabad csökkenteni.
 en
en
 cn
cn  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  pl
pl  hu
hu 






 Hívjon minket:
Hívjon minket:  Email us:
Email us:  NO. 1192, Xinhu Street, Dezhou City, Shandong, China
NO. 1192, Xinhu Street, Dezhou City, Shandong, China